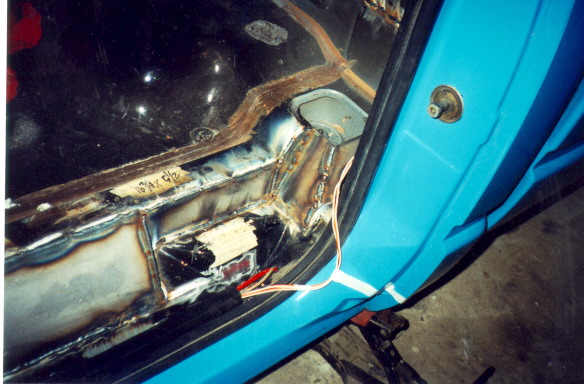
Before we get the floor cut all the way out, we position 4 scissor jacks at each corner of the cab. With the floor cut out, all we have to do is lower the jacks, By using these jacks, we can adjust every corner until we get it all down the same, Before we lower the jacks, we do all the final trimming on the firewall and sand it for welding. In this pic, you can see the large amount of firewall that we had to remove to clear evrything. On this particular truck, which has a 6.5 turbo deisel engine, extra room had to be made for the turbo crossover pipe & the exhaust. Before we get the floor cut all the way out, we position 4 scissor jacks at each corner of the cab. With the floor cut out, all we have to do is lower the jacks, By using these jacks, we can adjust every corner until we get it all down the same, Before we lower the jacks, we do all the final trimming on the firewall and sand it for welding. In this pic, you can see the large amount of firewall that we had to remove to clear evrything. On this particular truck, which has a 6.5 turbo deisel engine, extra room had to be made for the turbo crossover pipe & the exhaust.  
|
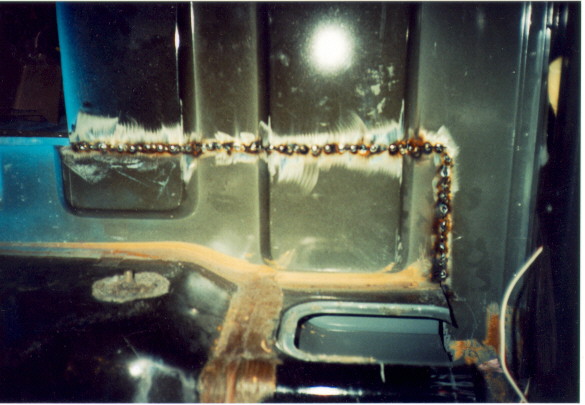
The cab is then let down and measured at all 4 corners. When every corner is down 3 1/2" - we tack all corners & then double check again. On trucks like these with 4 doors, the center post also needs to be tacked and checked before final welding. Here you can see matt welding up our trademark angled door sill filler plates.    Since the rear cab wall is butt-welded, this seam is tacked slowly to keep it from warping. When we have the inside completely tacked, we move to the outside to finish up. In the next shot, you can see the area of floor around the rear seatbelt has been welded up. Since the rear cab wall is butt-welded, this seam is tacked slowly to keep it from warping. When we have the inside completely tacked, we move to the outside to finish up. In the next shot, you can see the area of floor around the rear seatbelt has been welded up.
|